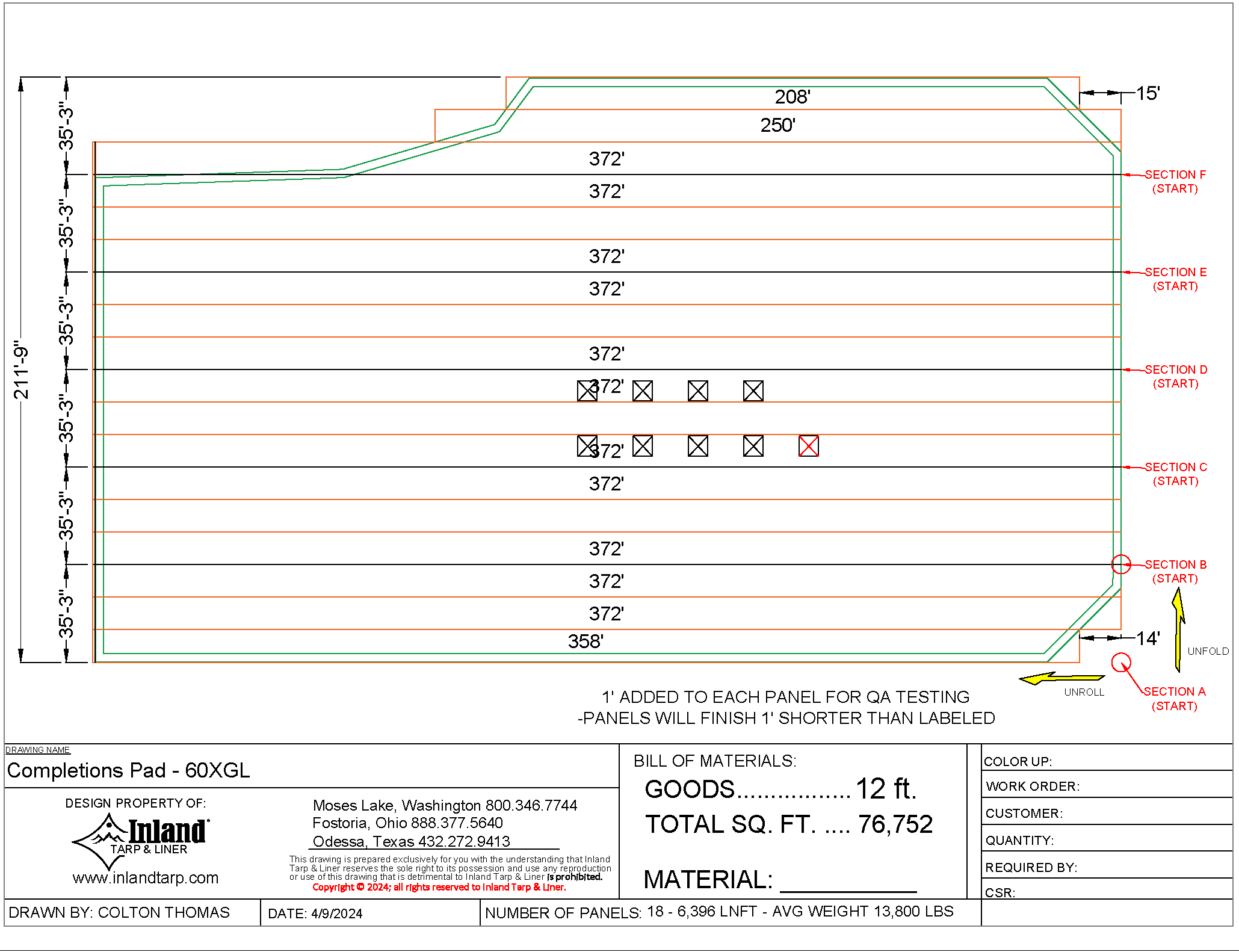
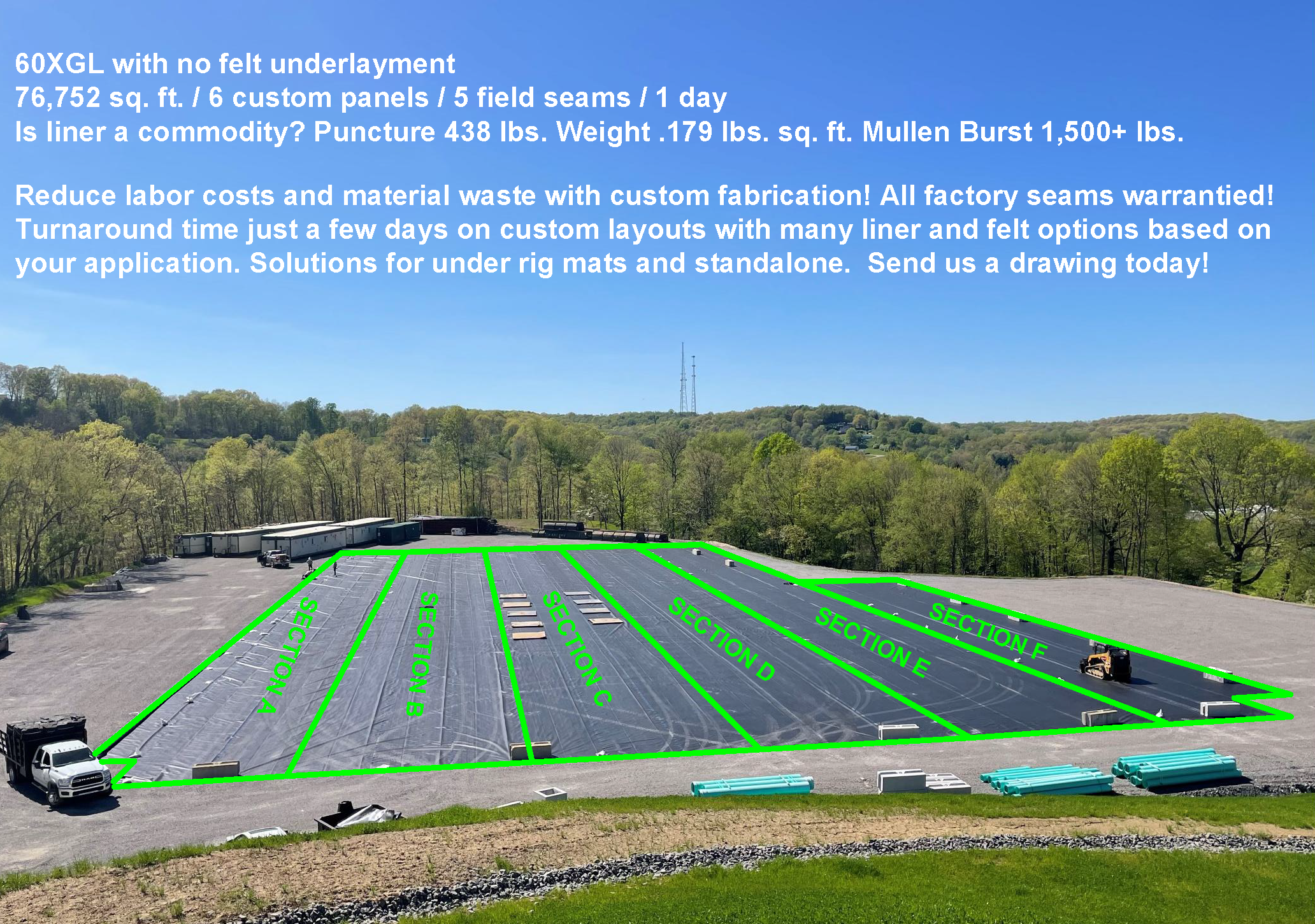
The 60XGL geomembrane was efficiently and effectively installed for this oil and gas development well pad to meet regulatory requirements in Pennsylvania. A well pad drawing was initially provided to ITL as to where the inside containment needed to be constructed but no details were provided. The geometry for this containment area utilized eight-inch triangle open cell foam to create a containment berm around the entire perimeter, which was factored in to ITL’s overall geomembrane design. ITL asked to design the containment berm to optimize geomembrane deployment after factoring in personnel and equipment resources (see Figure 2). The final geomembrane layout consisted of six custom factory fabricated panels of 60XGL geomembrane(see Figure 3). These six panels resulted in only five field welds being needed to complete the containment system.
The producer and installation company were able to eliminate the use of a felt underlayment due to a tight project subgrade preparation specification that was implemented. The specification described unsuitable subgrade material as rocks with 0.5 inch diameter or larger. If rocks with 0.5 inch diameter or larger were found during the pre-installation inspection by the installer, they had to be removed prior to geomembrane installation. The subgrade material was created from a native source, placed, and smooth-wheel rolled with a compactor to achieve a relative compaction of 95 to 98% based on modified Proctor compaction testing (ASTM D1157). This helped streamline costs holistically by investing a little more in the subgrade initially. One area where costs were reduced by the tight subgrade specification was the minimal need for geomembrane repairs over the six-month duration of the well pad, especially when compared to previous sites with less restrictive subgrade material specifications, i.e., rocks larger than 0.5inches being allowed. The 60XGL geomembrane performed well without any geotextile underlayment due to the prepared subgrade and high puncture and Mullen burst resistances of the geomembrane.
The installation company was trained to install a geomembrane with a felt laminated top safety surface. Field welding on the perimeter berm was performed in such away that the geomembrane was welded back to itself underneath the berm because black plastic was being welded to black plastic instead of the felt laminate surface. Three feet of additional geomembrane and open cell foam around the perimeter was placed for berming, which helped facilitate this construction. Going forward this producer will continue to use 60XGL ondrilling and completions sites without any felt underlayment when a tight subgrade specification is used.
The entire geomembrane installation was completed in one day (see Figure 4), which included all five field welds of the factory fabricated panels and berm construction with a crew of six. Compared to field welding all of the geomembrane seams, which would have needed a weld every 12 feet because that is the width of the CWPE geomembrane. Custom factory fabrication of the panels and modular design resulted in only five total field welds with no material waste.
Due to extreme summer heat, the crew was happy to have the installation completed in just one day. Risk of failing seam tests was also reduced because only five field welds were needed, and the installation was efficient and easy with all panels being labeled in a panel layout diagram to facilitate placement. Custom factory fabrication drove installation costs down compared to field welding a 12 foot wide roll stock version of the CWPE geomembrane. Custom fabrication also helped thisproducer meet their Environmental, Social, and Governance initiatives.


We are a non-profit organization providing education, research, and support for the flexible membrane Industry.